| 种类:铝型材 | 材质:6063 | 产地:佛山 |
| 规格:定制 | 货号:1111 | 用途:工业 |
| 品牌:瑞翔 |
高速铣削加工时,对不同的毛坯材料一定要选择最合适的刀具材料加工,切削效果才能达到,刀具的基材一定要选择热变形小,变形抗力强的材料。高速加工铝合金时,我们常使用的刀具材料有:硬质合金、陶瓷、聚晶金刚石等。
硬质合金:按GB2075—87的标准,硬质合金有三类:P、M、K。P类(其实就是我国的钨钛钴类合金,化学成分为WC+TiC+Co,代号采用YT),这种类型的硬质合金经常用来加工长切屑的黑色金属,颜色用蓝色标识;M类(等同我国原钨钛钽钴类合金,化学成分是WC+TiC+TaC(NbC)+Co,代号采用YW ),主要加工有色金属和黑色金属,颜色用黄色标识,又称为通用硬质合金;K类(等同于我国原钨钴类,化学成分是WC+Co,代号采用YG),主要用来切削短切屑的非金属材料、黑色金属、有色金属,颜色用红色标识。硬质合金因其耐高温的特性成为高速切削铝合金的主要刀具材料。在实际切削过程中通常用没有涂层的硬质合金刀具,原因是较厚的涂层会钝化刀尖圆弧,而涂层较薄的会在切削时磨损迅速,很难延长刀具使用寿命。由于P与M 系列的硬质合金中存在TiC成分,而TiC这种成分与铝有很好的亲和性,导致不利于加工,所以在开粗时一般选用K系列刀具。
陶瓷:Al2O3是陶瓷刀具的主要化学成分,它是通过压制成型后,在高温下烧结而成的一种刀具材料。与硬质合金材料比较,它有更好的硬度与耐磨性;较好的高温性能;化学稳定性好;抗粘接性能好;加工中摩擦系数小。但陶瓷刀具的问题就是脆性大,抗弯性不好,冲击韧性不好,承受冲击的能力差,导热率不好,热膨胀系数较大,当有温度发生明显变化时,刀具容易产生裂纹从而刀片破损;在加工中一般不使用切削液,这些不足也很大程度上限制了陶瓷刀具的使用。
PCD(聚晶金刚石):金刚石刀具是高速切削铝合金非常理想的刀具基材。PCD是人造的金刚石,它的硬度和耐磨性极高;摩擦系数极低;导热性很好;热膨胀系数低;并且刃口锋利。它的缺点是耐热性不好;脆性大,抗弯强度低,对于振动比较敏感,所以只适合用在精加工,最重要是价格昂贵。
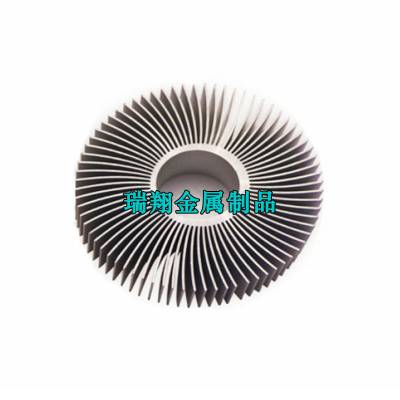
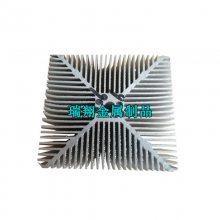
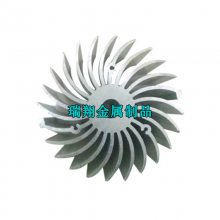
定制铝合金太阳花散热器,异形散热器铝型材,工业散热器CNC精加工